



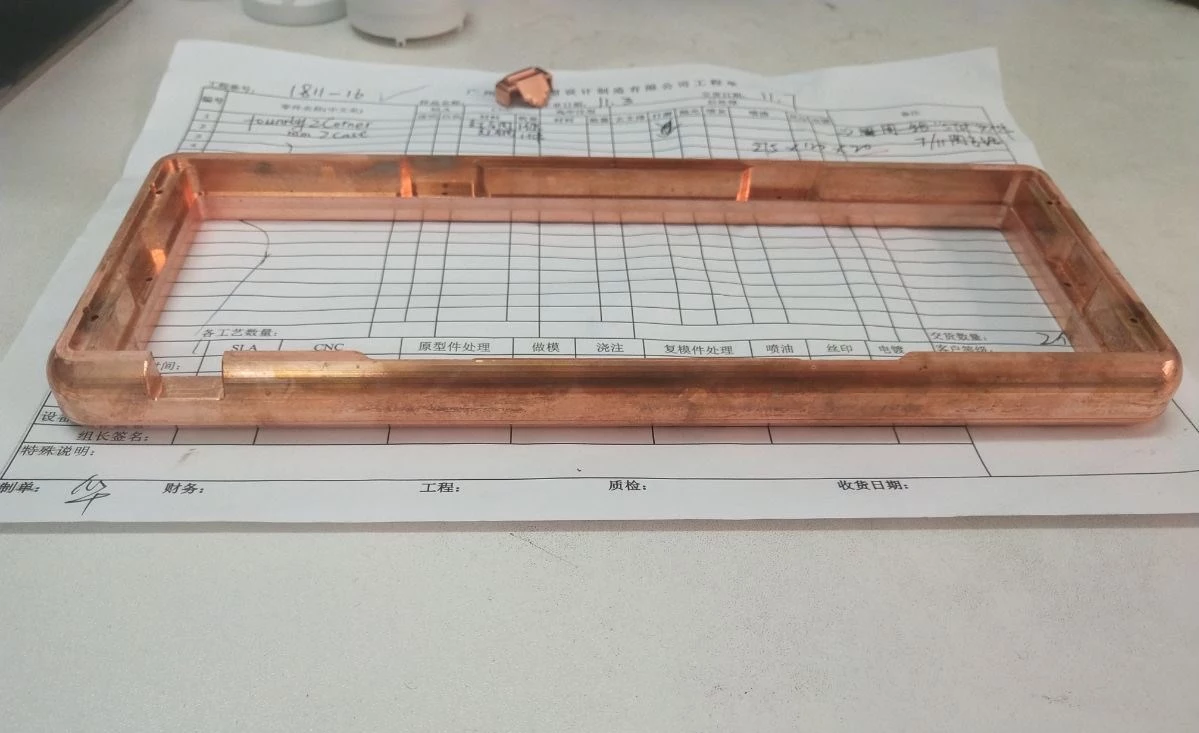
Lyklaborðskassi Sérsniðin Cnc ál hljómborðshlutar Rafrænt lyklaborðshólf
Forskriftir: sérsniðnar í samræmi við kröfur teikninga og sýnishorna
Inngangur: Vinnsla verksmiðju fyrir faglega fylgihluti til vélbúnaðar
Lýsing
Tæknilegar þættir
OEM ál cnc mölunarþjónusta vinnsla cnc ál veskishluta

Vörulýsing
Shenzhen stolt Industrial Co., Ltd. er lausnaraðili sem sérhæfir sig í hlutum með mikilli nákvæmni og handamyndun.
Fyrirtækið er vandvirkt í alls konar ál ál, ryðfríu stáli, títan ál, plasti og öðrum efnum í sérstökum laga / flóknu / mikilli nákvæmni handgerð líkan vinnslu, aðallega notuð í járnbrautum flutninga (vélbúnaðar bifreiða), stafræn rafeindatækni, lækningatæki , gervigreind, snjallt heimili og önnur svið.
Framleiðsluferlið nær yfir: CNC vinnslu, CNC málmvinnslu, CNC rennibekkvinnslu, málm stimplun, plastdælingu, moldvinnslu.








Kjaragerð:
Kjarninn er myndaður með því að steypa plastefni sand í mót til að mynda steypu á innra yfirborði. Þess vegna verður bilið milli kjarna og moldar að lokum steypu.
Leikarar framleiða:
Mót er krafist við bræðsluferlið. Mótun felur venjulega í sér burðargrind moldarinnar, sem er dregin út til að aðskilja við steypuferlið, þar sem áður setti kjarninn bráðnar í mótinu og lokar síðan deyjuopinu.
Þrif& Vélar:
Tilgangurinn með hreinsuninni er að fjarlægja sand, sand og umfram málm í steypunni. Suðu, sandfjarlæging getur bætt útlit steypuyfirborðsins með því að brenna sandinn og kvarðinn er fjarlægður til að bæta útlit yfirborðs steypunnar. Umfram málmur og önnur uppstig eru fjarlægð. Skrefinu lengra með því að suða og mala. Sumar steypur eru háðar sérstökum kröfum eftir vinnslu eins og hitameðferð, mótun, ryðmeðferð, grófa osfrv.
Loksins,Athugun á göllunum og alhliða gæðaúrgangi, áður en vinnsla er gerð, og síðan endurvinnsla, í samræmi við kröfur mismunandi viðskiptavina, við getum gert hitameðferð, yfirborðsmeðferð, viðbótarskoðun og svo framvegis.
![Q@~2R~6G01YDJ$O]ARS5L$N](https://www.pride-cnc.com/Content/uploads/2020572095/20200720120052e584557864a84b66ae9d58aa686cb61e.png "Q@~2R~6G01YDJ$O]ARS5L$N")


Fyrirtækið okkar
_02")
")
")
")
Umbúðir
1, öskjupökkun
2, tré kassi
3, plastpoki
4, Sem kröfur þínar

Shenzhen stolt Industrial Co., Ltd.
Sími:+8618666663894
Fax:+86-917-3387002
Mob:+86-755-23699351
Tölvupóstur:crush@pride-cnc.com
Bæta við:Block D, Dianlian Science Park, Matian St., Guangming District, Shenzhen 518106, Kína
Nýjustu fréttir
Stjórna stærð björtu hljómsveitar hlutabrotsins til að stjórna flísframleiðslunni
Snyrta úthreinsun
Upprunalega reynsla okkar af framleiðslufyrirtæki' álplata er ekki rík. Skurðarbrúnin er nokkurn veginn sú sama og stálplata, sem er 8% af þykkt efnisins. Hins vegar, samkvæmt mjúkum eiginleikum álplötunnar, gerir 8% úthreinsun að bjart bindi beinbrotsins nemi um það bil 2/3. Þetta framleiðir nokkrar sprengjur, sem auðvelt er að nudda af sér við flansferlið. Mynda franskar. Við höfðum síðar samráð við erlendar staðalhlutahandbækur til að hámarka snyrtimuninn. Skurðbilið er 10% -12% af þykkt laksins. Samkvæmt þessari aðgerð er hnífsbrúnin þjálfuð. Gakktu úr skugga um að allar eyður séu í samræmi. Til að forðast að nudda brotið aftur eftir snyrtingu. Við gerum skorið hornrétt á -2 ° og skurðbrún jöfnuður nær Ra0-20,4um.
Skurður brún
Þegar tímasetning tímabilsins er tímasett, vertu fyrst að tryggja samræmi skurðarbrúnar snyrtibúnaðarins til að forðast að skera hluti. Vegna þess að klippa er auðvelt að framleiða álrönd á sama tíma getur það tryggt að hlutirnir séu skornir á sama tíma til að draga úr skurðarflísunum. Skurðardýptinni er stjórnað í um það bil 3 mm og núningin milli hnífsbrúnarinnar og hlutanna er minnkuð til að draga úr myndun flísanna.
Brún lögun
Skurðbrúnin og snyrtimörkin ættu ekki að vera of skörp. Notaðu skrá eða hvítstein til að fægja klippa og klippa brúnina þannig að brúnin sé með rúnnuð horn um 0,2 mm til að forðast að brúnin sé of skörp. Ef ekki, hefur álplötuna tilhneigingu til að brjóta sig við snyrtingarferlið. Mun framleiða stærra beinbrotssvæði.
Hitameðferð á mótum og innskotum
Samkvæmt tilvísun handbók um erlenda staðalhluta. Yfirborð hnífsbálksins er húðuð með beryllíumlagi, sem getur bætt slitþol hnífablokkarinnar. Með því að auka frágang innskotsins eykst hörku innskotsins sem getur komið í veg fyrir myndun úrgangs. Draga úr viðhaldi moldsins.
Fyrir OP10 teikningar deyja, vegna þess að það er mótunarferli, rennur efnið í mótunarflötinn. Óhjákvæmilegt er að langtímavinna valdi því að efnið dettur af og festist við ofsafengna senurnar, sem einnig munu framleiða rusl. Í þessu vandamáli beittum við rafhúðun á moldina. Auka frágang moldsins. Það kemur í veg fyrir að nuddi sé nuddað og eykur einnig hörku moldsins til að koma í veg fyrir skemmdir á moldinni sem stafar af bleyju.
Fyrir OP20 / 30/40 mót, berum við saman hefðbundna rafhúðun og TD vinnslu og tökum að lokum upp PVD tækni. Í samanburði við rafhúðun, hefur PvD meiri slitþol. Í samanburði við TD vinnslu er vinnsluhitastig PVD lægra, um 240-350 ℃, sem hefur góð stjórnunaráhrif á aflögun innskotsins.
maq per Qat: lyklaborðshylki sérsniðin cnc ál hljómborðshluti rafræn hljómborðshólf, Kína, framleiðendur, birgjar, verksmiðja, heildsölu, sérsniðin, gerð í Kína
chopmeH
Engar upplýsingarveb
Engar upplýsingarHringdu í okkur
Þér gæti einnig líkað





